![]() 服务热线 :13932605695
服务热线 :13932605695
15081689866
![]() 服务热线 :13932605695
服务热线 :13932605695
15081689866

销售经理:何明正
电话:13932605695(微信同步)
15081689866(微信同步)
传真:0316-7606699
座机:0316-7606699
网址:www.bzhuanyujsgs.com
地址:河北省霸州市胜芳镇东段路口向西5公里
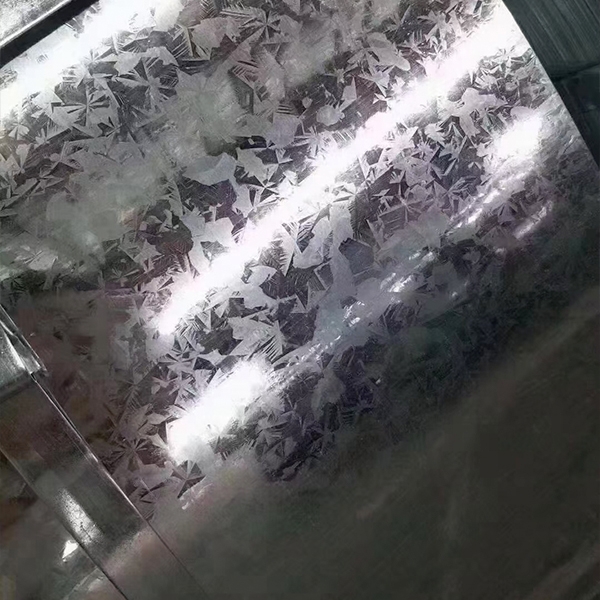
镀锌带钢制作流程涵盖多个关键环节,每个环节都存在诸多需着重注意的要点,对产品质量起着决定性作用。
原料选择环节至关重要。需挑选好的带钢作为基础材料,其化学成分与力学性能务必契合相关标准以及产品既定要求,具备良好的可塑性、韧性和强度,为后续加工及镀锌效果筑牢根基。同时,要仔细查验带钢表面质量,确保无明显裂纹、划痕、气泡、夹杂等瑕疵,因为这些缺陷会对镀锌层附着力及整体品质产生负面影响。此外,带钢厚度均匀性也不容忽视,需将公差严格控制在规定范围之内,以保障镀锌层厚度的一致性。

带钢在镀锌前,表面处理是不可或缺的步骤。清除表面的油污、铁锈、氧化皮等杂质,常采用化学脱脂、酸洗等工艺。脱脂过程要确保带钢表面无油污残留,酸洗时,酸液浓度和时间需把控,防止过酸洗致使带钢表面过度腐蚀,进而影响其力学性能与表面质量。完成表面处理后,带钢要充分水洗并干燥,保证表面洁净、干爽,避免残留酸液或水分干扰镀锌效果,引发漏镀、起泡等问题。
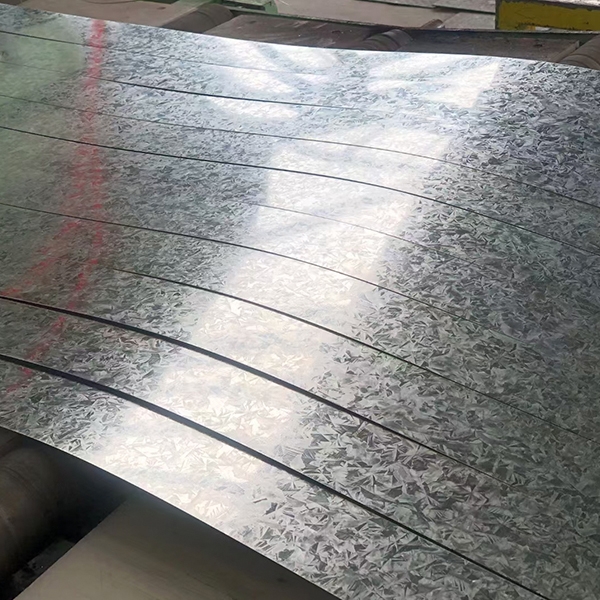
镀锌工艺是核心环节。热镀锌时,锌液温度、成分以及浸镀时间等参数的控制尤为关键。锌液温度一般维持在 450℃ - 460℃,温度过高,锌层厚度不均且表面粗糙,甚至可能出现锌液飞溅等安全隐患;温度过低,则会削弱锌层附着性。锌液中的铝含量等成分也会左右镀锌层质量与性能,需定期检测并适时调整。浸镀时间应依据带钢厚度、运行速度等因素合理确定,以获取理想厚度与质量的镀锌层。同时,助镀剂的使用不容忽视,其浓度、成分及涂覆量需恰到好处,以此提升锌液对带钢表面的润湿性,确保镀锌层附着力。电镀锌同样要严格管控电镀液成分、浓度、pH 值、温度和电流密度等参数。电镀液成分应按照产品要求与工艺特性合理调配,各成分浓度保持稳定,定期检测并补充。pH 值通常控制在特定范围,如弱酸性或弱碱性,过高或过低都会影响镀锌层质量。温度一般在 20℃ - 40℃,温度过高可能导致镀液分解,过低则会降低电镀效率与镀层质量。电流密度是影响电镀锌层厚度与质量的关键,需依据带钢材质、形状、尺寸等因素灵活调整,确保镀层均匀、致密。
镀锌后的带钢在卷取过程中,卷取张力和速度的控制十分重要。张力过大,镀锌层易出现裂纹或剥落;张力过小,带钢卷会松散,影响包装与运输。卷取速度需与镀锌生产线速度适配,以保证卷取质量。在对镀锌带钢进行剪切、冲压等后续加工时,要谨慎选择加工工艺与参数,防止因加工不当损坏镀锌层。例如,剪切时使用锋利刀具,保证切口平整,减少对镀锌层的损伤;冲压时,合理设计模具与冲压工艺,避免镀锌层开裂、脱落等状况发生。