![]() 服务热线 :13932605695
服务热线 :13932605695
15081689866
![]() 服务热线 :13932605695
服务热线 :13932605695
15081689866

销售经理:何明正
电话:13932605695(微信同步)
15081689866(微信同步)
传真:0316-7606699
座机:0316-7606699
网址:www.bzhuanyujsgs.com
地址:河北省霸州市胜芳镇东段路口向西5公里
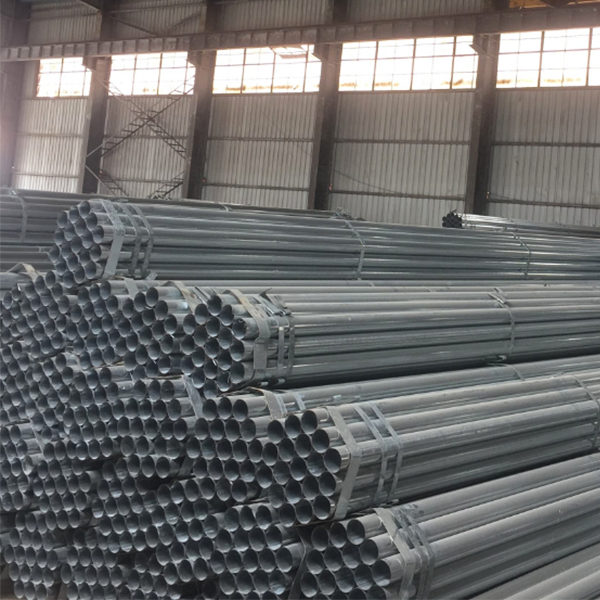
关于镀锌管热处理的要点:
一、镀锌管及夹具在热处理前均应清除油污、残盐、油漆等外来物;
二、初次在真空炉中使用的夹具,应预先在不低于工件所要求的真空度下进行除气净化理;
三、在热处理过程中易变形的工件,应在专用夹具上进行加热。预热的方法有:一次预热为800℃,二次预热为500-550℃和850℃,一次预热升温度速度应有限制;
四、对于形状复杂或截面有急剧变化以及有效厚度较大的工件,应该进行预热;
五、有凹槽不通孔的工件、铸件和焊接件以及加工成形的不锈钢工件,一般不宜在盐浴炉中进行加热;

镀锌带钢厂家讲解镀锌管热处理的要点
六、根据工件有效厚度和条件厚度(实际厚度乘以工件形状系数),镀锌管加热应有足够的保温时间;
七、马氏体不锈钢和耐热钢镀锌管淬火冷至室温后方可进行清洗、深冷处理或回火,焊接和其后的热处理之间的时间间隔不应超过4个小时;
八、根据镀锌管的要求和表面状况采用碱洗、水溶性清洗剂、氯溶剂喷砂、喷丸等方法进行清理;
九、矫正后应在低于原回火温度下进行去应力退火,形状复杂或尺寸要求严格工件,矫正后在回火时用定形夹具结合回火进行矫正;