![]() 服务热线 :13932605695
服务热线 :13932605695
15081689866
![]() 服务热线 :13932605695
服务热线 :13932605695
15081689866

销售经理:何明正
电话:13932605695(微信同步)
15081689866(微信同步)
传真:0316-7606699
座机:0316-7606699
网址:www.bzhuanyujsgs.com
地址:河北省霸州市胜芳镇东段路口向西5公里
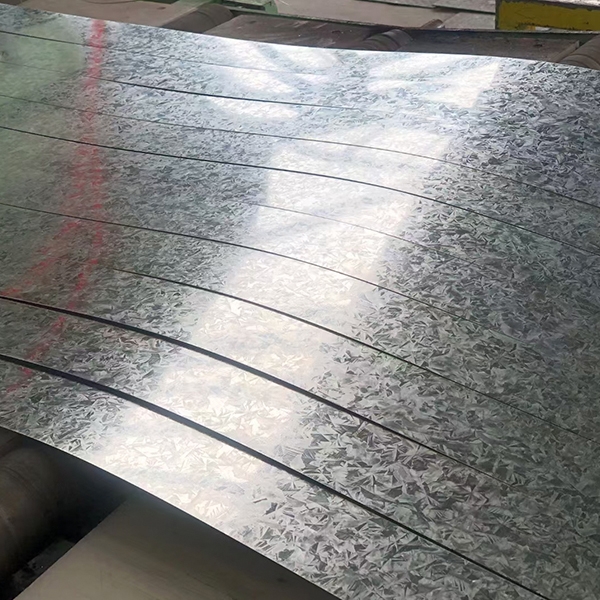
影响带钢表面清洁度的因素有乳化液、轧辊材质和表面粗糙度、轧制变形率等。带钢表面清洁度一般以带钢表面残油量、残铁量和退火后的残碳量来衡量。如果带钢表面清洁度达不到要求,镀锌带钢产品则易形成锌粒、锌疤等缺陷。
退火后残碳量高还会影响成品表面质量。因此,提高轧后钢板表面清洁度已成为提高产品表面质量的关键环节。轧制油必 须具有:良好的润滑性,以减少轧制过程中的磨损;良好的挥发性,使后工序退火时带钢表面残油能在较低的温度下被清除;良好的耐ji压性,以保证油膜强度。轧辊硬度越低,在轧制过程中越易产生磨损。
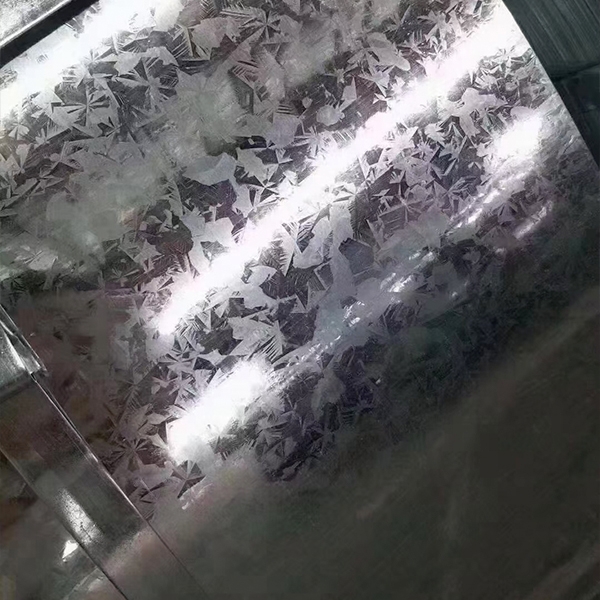
轧制变形率越大,轧辊在轧制过程中的磨损就越严重。下面镀锌带钢厂家为大家简单介绍一下提高带钢表面清洁度的方法。
影响镀锌带钢表面清洁度的因素分析

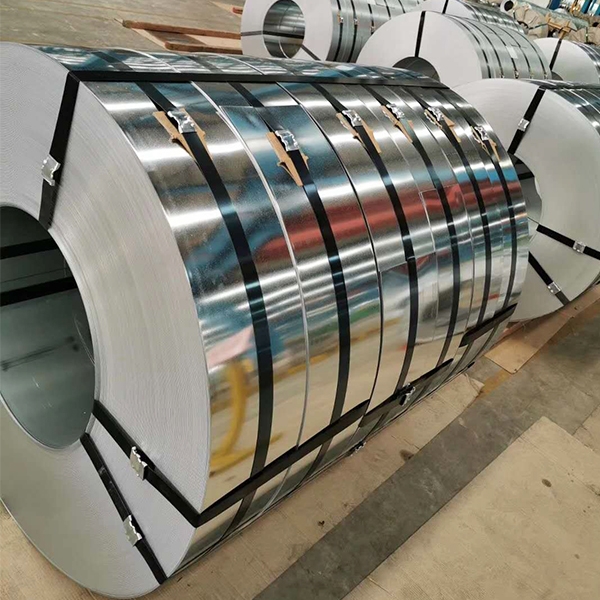
矿物油系水溶性轧制油的皂化值小于120mg(KOH)/g,具有良好的清洁性,但润滑性差,可用于轧制表面光洁、厚度0.8mm以上薄板。脂肪系轧制油皂化值大于180m(KOH)/g,润滑性好,可用于轧制厚度0.3mm以下薄板。
但使用中表面残碳较多,影响清洁性,所以在退火前钢板要清洗干净。乳化液浓度越高,轧制力越低,铁粉越少,表面清洁度越好。乳化液温度越高,乳化液的颗粒度越大,带钢表面清洁度越好。当乳化液温度达到6O℃时,带钢清洁度明显提高,这是由于油滴离水展着性增强的结果,轧制处于边界润滑状态。
带钢轧制时,乳化液展着的油膜厚度与机架的乳化液流量有关,乳化液流量越大,越有利于轧制润滑。带钢压下率越大,轧制变形温度越高,越有利于改善乳化液的离水展着性,提高润滑能力和带钢的清洁度。带钢在轧制过程中产生变形热和摩擦热,同时与乳化液等进行热交换。
要保证轧后带钢一定的温度,必 须使产生的热量与冷却带走的热量平衡。