![]() 服务热线 :13932605695
服务热线 :13932605695
15081689866
![]() 服务热线 :13932605695
服务热线 :13932605695
15081689866

销售经理:何明正
电话:13932605695(微信同步)
15081689866(微信同步)
传真:0316-7606699
座机:0316-7606699
网址:www.bzhuanyujsgs.com
地址:河北省霸州市胜芳镇东段路口向西5公里
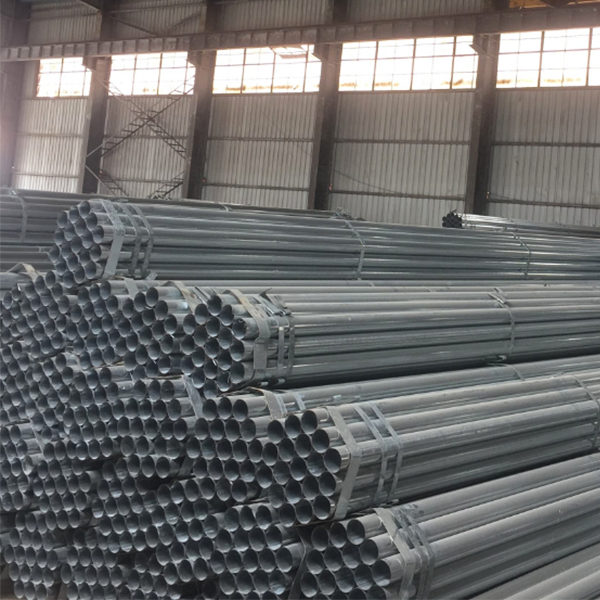
通常来讲,物品的质量问题一直都是大家格外关注的,接下来为大家介绍的相关内容是——怎样控制镀锌钢管质量好坏?
坯料的穿孔温度依据原料异样而有所异样。热扩焊管但大都在1200℃左右,含碳量和其他合金元素较多时温度要稍低一些。
加热操作第二个关键是尽量削减氧化皮数量。特别是在热揉捏肘,热扩焊管从东西寿数和揉捏管材的表面质量动身,恳求愈加严厉。
在镀锌钢管的出产过程中,由于首要加工是在热状态下进行的,故加热操作是决议制品质量非常重要的工序。
加热用的热风炉,依据它们的效果,分为加热炉和再加热炉两种;前者用于将坯料从常温加热到加工温度;后者用于在加工过程中将坯料再加热到必需的加工温度。

镀锌钢管多为中,高碳合金钢,淬火后还有部分过冷奥氏体未转变成马氏体,保留在使用状态中成为残余奥氏体,影响使用性能。若置于零度以下继续冷却,能促使残余奥氏体发生马氏体转变,因此,冷处理的实质是淬火继续。室温下淬火应力和零度下淬火应力叠加,当叠回应力超过该材料强度极限时便形成冷处理裂纹。
预防措施:
(1)镀锌钢管淬火后冷处理之前将镀锌钢管置于沸水中煮30—60min,可消除15%-25%淬火内应力并使残余奥氏体稳定化,再进行-60摄氏度常规冷处理,或进行-120摄氏度深冷处理,温度愈低,残余奥氏体转变成马氏体愈多,但不可能全部转变完,实验表明,约有2%-5%残余奥氏体保留下来,按需要保留少量残余奥体可松弛应力,其缓冲作用,因残余奥氏体又软又韧,能部分吸收马氏体化急剧膨胀能量,缓和相变应力;
(2)冷处理完毕后取出镀锌钢管投入热水中升温,可消除40%-60%冷处理应力,升温至室温后应及时回火,冷处理应力进一步消除,避免冷处理裂纹形成,获得稳定组织性能,确保镀锌钢管产品存放和使用中不发生畸变。