![]() 服务热线 :13932605695
服务热线 :13932605695
15081689866
![]() 服务热线 :13932605695
服务热线 :13932605695
15081689866

销售经理:何明正
电话:13932605695(微信同步)
15081689866(微信同步)
传真:0316-7606699
座机:0316-7606699
网址:www.bzhuanyujsgs.com
地址:河北省霸州市胜芳镇东段路口向西5公里
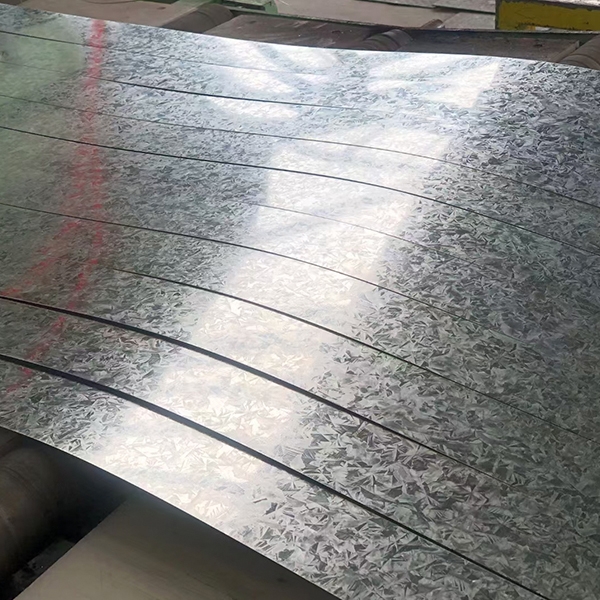
表面预处理不好是漏镀(露铁)的主要原因;
钢材在运输、储存、运输和加工过程中不可避免地会沾有油漆或矿物油脂,有时需要在焊接零件的探伤表面涂上难以清洗的特殊油脂。大多数企业没有脱脂工艺,只靠酸洗去除表面杂质,容易造成漏镀(露铁)。
热镀锌板表面的“裸露铁”
另一种情况是酸洗部位集中,堆积密集,重量较重等因素,造成酸洗不足,夹线,或者酸洗浓度高,酸式盐沉淀在表面和沟槽上,没有清洗或清洗彻底,容易形成漏镀和虚镀现象。
再者,因溶剂老化、失效,加之在烘干过程中没有及时将工件摆开,或烘干时间较长使钢件表面出现二次微氧化、形成酸性铁盐覆盖在表面上时,也极易出现漏镀,特别是在相对湿度较大的气候和大雾天气时较为常见。此种情况往往容易被忽视。
此外,采用溶剂热镀锌时,常用的ZnCl2与NH4Cl混合水溶液的配比不正确时,没有形成共晶点,特别是在浓度过高的情况下,在支撑板焊接角缝圆形孔内极易出现夹灰性漏镀。

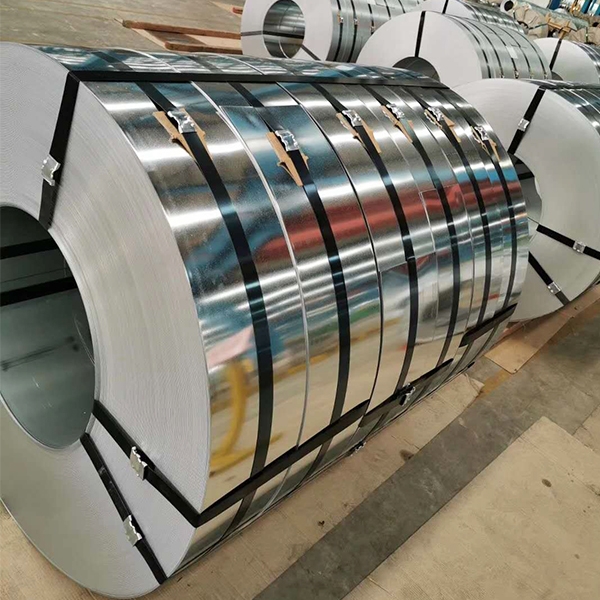
镀锌层厚度达不到标准要求将直接影响产品的使用寿命。镀锌层厚度不够的原因如下:
锌液温度的影响。当锌液的温度低于430℃时,锌铁扩散速度低,不易生成足够的铁锌合金层,整个镀层就薄;当温度在460℃时锌层增厚,当温度继续升高,锌液变稀,锌层又变薄。所以必须严格控制锌液温度以保证带钢质量的稳定。
热镀锌带钢在锌液中停留时间的影响。带钢在锌液中停留时间有一定的时间范围。根据带钢的厚薄来确定,随着镀锌时间的延长,镀层厚度将增加,但过分地延长镀锌时间又会使锌层变脆,反而影响质量。
镀锌件从锌液中引出方法的影响。镀锌件从锌液中引出时应垂直引出,带钢倾斜引出时锌层就薄。因此,带钢引出锌锅时应保持垂直引出。